Face mix is now established in the North American concrete paver market, and many paver producers offer both traditional thru mix and face mix choices.
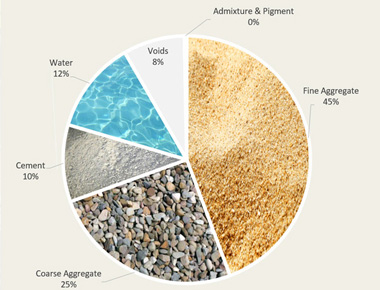
In contrast to traditional thru mix pavers that use the same concrete mix throughout the paver, face mix pavers incorporate a top layer, usually less than 3/8” (9 mm). Both types of pavers deliver beauty and durability to hardscapes, and either one can be used with confidence.
Water Content: As always, it is important to maximize the water content in both face and base mix.
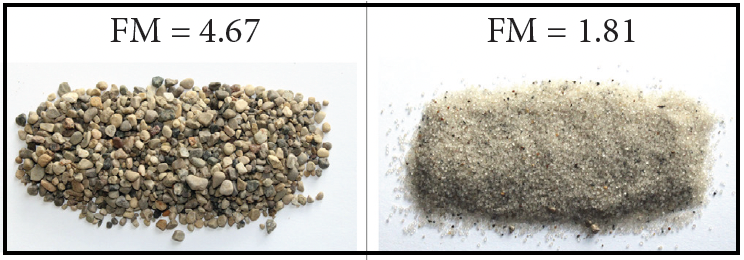
Cementitious Materials Content: This should increase as aggregate Fineness Modulus (FM) decreases. FM is an index number that represents the mean size of particles in an aggregate sample, and is used to get an idea of how coarse or fine an aggregate is. The higher the FM the coarser the aggregate. A lower FM indicates a finer aggregate.
Aggregates: When using aggregates with a lower FM (smaller particles) it may be necessary to increase cementitious fines to cover the greater aggregate surface area, and to effectively block the smaller void structure that results from finer aggregates. ACM can show you how to properly balance face mix proportions and aggregate blend curves to avoid overly fine mixes, while still achieving an attractive, smooth-textured surface. You can also find out more about aggregates and how to calculate FM on our ACM Academy Courses: Aggregates Part 1 and Part 2.

A note about unintended consequences: Increased portland cement and other cementitious materials content can deliver many positives for pavers, but there is an important downside to be aware of. Increased cement content may lead to an increased potential for efflorescence.
This happens for two reasons:
Admixtures: Most producers find that using a plasticizer in combination with an efflorescence control admixture delivers best results for pavers. Typically, the same admixtures may be used in the face and base mix, but may need to be used at different dosage rates.
Consider the use of ProCast™ 710 retarding admixture in warm weather, with white cement, or variegated color blends. Retarders extend workability and allow more time for mixing and molding operations. Consult your ACM Technical Services Representative for optimal admixture addition rates and mix sequencing guidelines

The most important requirement for a good face is a good base!

Mix Time: Final mix of up to 60 seconds is recommended.
Batch Size: Right size face mix batches to usage time. Many facilities install smaller face mix mixers to facilitate smaller batch sizes. Minimizing work time for blended colors helps ensure proper color distribution throughout the mix.
Vibration and Feed: Typically, we recommend vibration on the base mix is kept to a minimum. Once the face mix is added, use the main vibe to drive the face mix into the base. Following this process will help produce quality pavers that are homogeneous across the whole mold – front to back and side to side, and that have the optimum physical properties.
Pay attention to the amount of material in the feed drawer – adding too much material may result in clumps and restricted flow.
Wet Side, Inline Quality Checks
Using wet side, inline quality checks provides real time feedback on the quality of the concrete as it is being manufactured.

As noted previously, even if the face surface looks tight, appearances can be deceiving. Finer particles and associated finer void structure in a poorly designed face mix can be very efficient at wicking moisture. A water beading test offers a more reliable and objective measure of the absorptive qualities of the face than a visual inspection.
To perform the Water Beading Test:
The Thumb Print Test, and Water Wicking Test can also be used for real time quality checks. To find out more, check out Concrete 101 QA/QC Part 2.
Check out the ACM Learning Center
for more information on concrete technology, including aggregates, mix design and QA/QC