Q: What are AirFlow Spacers made from? A: AirFlow Spacers are manufactured by Kansas-based Green Dot BioPlastics, a leader in sustainable resin development. They are made with materials that meet industry standards for fully biodegradable designation, and contain a proprietary blend of starch-based ingredients and other polymers. More info
Q: What does biobased mean? A: 'Biobased' means the material or product is (partly) derived from biomass (plants). Examples include corn, sugarcane, cellulose, potatoes, cassava, and wheat.
Q: What does bioplastic mean? A: Bioplastics are a family of materials with different properties and applications. A material is considered a bioplastic if it is biobased, biodegradable, or both.
Q: What does biodegradable mean? A: Biodegradation is a chemical process where microorganisms convert materials into natural substances like water, carbon dioxide, and compost, without artificial additives. The rate and success depend on environmental conditions, material composition, and application.
Q: Are the spacers biodegradable? A: Yes. AirFlow Spacers are biodegradable in soil, with an estimated rate of 2 years. FTC regulations require specifying the environment and timeframe for such claims.
Q: Are AirFlow Spacers compostable? A: Yes. Similar products have passed ASTM D6400, EN13432, TUV Austria Home Composting, and Soil Biodegradability certifications. TUV Austria is a third-party verifier of such claims. More info
Q: Can I dispose of the spacers in soil? A: Yes. AirFlow Spacers can be disposed of in soil with an estimated biodegradation rate of 2 years.
Q: Will AirFlow Spacers leach toxic materials into the soil? A: No. Ecotoxicity testing has confirmed that toxic leaching does not occur. This is required for TUV composting and soil certifications.
Q: How long do spacers take to biodegrade? A: 1 to 4 years, depending on thickness, moisture, temperature, sunlight, oxygen, and pH. This estimate is based on studies of similar materials.
Q: Do the spacers contain plastic? A: No. They do not contain conventional petrochemical-based plastics.
Q: Will the spacers degrade into microplastics? A: No. They will break down completely via composting and microbial activity, so microplastics will not persist in the soil.
Q: Do the spacers contain petroleum? A: No. They are made from a blend of new (plant-based) and old (glycerol-derived) carbon feedstocks.
Q: What about AirFlow Spacer performance with textured units? A: They effectively separate most units, including those with up to 2 mm texture depth.
Q: Do AirFlow Spacers reduce cube efflorescence? A: Yes. Better air circulation between layers reduces moisture movement and helps prevent efflorescence. They also improve circulation under top sheets, reducing top-layer discoloration.
Q: How are the AirFlow Spacers applied? A: They can be dispensed via most inline granule dispensers, including sand dispensers. The spacers are designed not to roll, and dispensing efficacy depends on height and speed. Automated dispensing systems can apply them without manual intervention.
Q: Can leftover spacers be reused? A: Yes. Spacers left on boards or caught in containment systems can be reclaimed and reused. Proper dispenser settings and containment can minimize waste.
Q: Do AirFlow Spacers require extra steps during palletizing? A: No. Unlike separator sheets, they don’t require extra handling and improve efficiency and safety during palletizing.
Dry cast concrete production - what to know as temperatures fall
Concrete professionals know that weather can have a big impact on concrete production. Here’s a short primer on low and freezing temperature challenges.
Cement hydration basics
Concrete is made up of aggregates (sand and stone), cementitious materials and water. The chemical reaction between cement and water is called hydration. The cement hydration reaction slows down as it gets colder, and speeds up as it gets hotter.
The business model of manufactured concrete products producers is based on efficiency, and typically requires kilns or curing chambers to raise the internal temperature of units to speed up the cement hydration reaction and meet production quotas, particularly in cooler weather.
In general, for dry cast concrete, cold weather measures should be implemented when concrete temperatures fall below 55° F (13° C) for more than 3 days.
What happens to fresh concrete when it freezes?
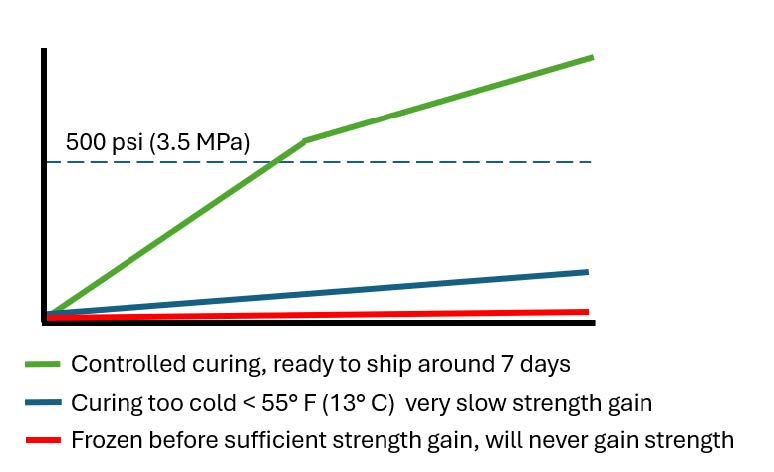
If the concrete temperature drops to 32° F (0° C) or below, and freshly made concrete freezes before reaching an initial strength of 500 psi (3.5 MPa) the cement hydration reaction is fatally compromised and the concrete will never gain strength.
What happens to concrete made below 55° F (13° C)?
At 55° F (13° C) the cement hydration reaction begins to slow significantly.
If the concrete temperature falls below 40° F (5° C) the hydration reaction basically comes to a halt, and strength gain stops. The cement hydration reaction will start up again when the concrete temperature rises above 50° F (10° C ).
Why can slower cement hydration be a good thing for production?
In some ways, concrete production can be easier when temperatures drop:
The amount of time that concrete can be held in the hopper increases.
There is more time to move concrete through the machine before the mix feed and flow slow down, making it easier to fill the molds and compact the mix properly.
Improved compaction means fewer interconnected voids in the mix. This translates to increased density and reduced absorption, which in turn improves product quality and durability in freeze-thaw environments.
What can go wrong with cold weather production?
The general rule of thumb for concrete is that for every 20° F (approx 10.5° C) drop in temperature, set time will double and early strength gain will be much lower.
What this means is that concrete units that are manufactured and placed in the yard at 40° F (5° C) will essentially stop hydrating until temperatures rise and restart the hydration process.
Controlled curingis important to ensure that units gain sufficient strength prior to handling. It is important that kiln temperature and humidity are optimized to ensure that 1) internal concrete temperatures exceed 55° F (13° C) and 2) the units are cured for a sufficient time at the given conditions for the units to reach desired strength and structural integrity.
The amount of time for concrete units to reach minimum strength for packaging depends on many factors including initial concrete temperature, volume and type of cementitious materials, admixtures, and temperature and humidity in the kiln or curing chamber.
Even in cold weather, concrete can gain sufficient strength to allow handling after just one day, however, the cement hydration reaction is still in the early stages. The hydration phase that is responsible for ultimate compressive strength can take up to a week to get started - assuming conditions are optimal. If temperatures are too cold, the concrete may remain porous, with excessive moisture migration pathways, for extended periods. This can increase the potential for efflorescence.
The ability of units to meet ASTM C140 28 day strength requirements can also be compromised if the units have not fully cured and developed the intended strength by that time.
An under-appreciated risk of placing under-cured units outside in cold weather is the increased risk of efflorescence when the units warm up in the Spring. Cold temperatures slow down the cement hydration reaction, leading to extended periods spent in hydration phases that are higher calcium hydroxide generators. Of course, calcium hydroxide is a primary contributor to efflorescence production. When warmer weather and moisture occur in the Spring, there may be more calcium hydroxide available in these units for efflorescence production.
What can we do to mitigate the negative effects of cold weather?
Keep raw materials as warm as possible. Cover aggregate bins to avoid snow and ice accumulation on the piles.
Use an accelerating admixture, like ProCastTM 330, to speed up the cement hydration reaction, and allow units to gain sufficient strength before handling or exposure to cold conditions. Your ACM Technical Services Representative can advise you on whether an accelerating admixture is a good solution, and how to incorporate an accelerating admixture into your mixing sequence.
Allow extra time for curing.
Raise the temperature in the kiln to ensure that concrete is cured at a minimum temperature 55° F (13° C).
Close the kiln doors to allow optimal temperature and humidity conditions to prevail. Sounds obvious, but we are constantly surprised at how many facilities expect kilns to function properly with the doors open!
Avoid “shocking” the units with sudden changes of temperature and humidity. This can occur when units are moved from the warmer kiln to cooler outside without sufficient time to equilibrate with ambient conditions. We recommend venting the kiln if possible, or storing units inside for a few hours after exiting the kiln. This allows units to be moved outside only when they are cool and dry.
When is it too cold to make concrete?
Good question! With proper processes, infrastructure and equipment in place it is possible to produce concrete in very cold ambient conditions. However, there are significant raw material, capital equipment and production issues that must be addressed first.
For most producers, 55° F (13° C) ambient temperatures for more than 3 days are a commonsense place to start with cold weather concreting practices.
How can I learn more about controlled curing?
ACM has a Learning Center on our website with many tools to help dry cast producers with daily production needs.
A 15 minute video on the basics of controlled curing.
Who can I contact if I have questions?
Your Technical Services Representative can assist you with questions about all aspects of concrete technology. Please reach out to them directly, or call our office at 770-417-3490.
Face Mix Production
Best practices and guidelines for production crews.
Face mix is now established in the North American concrete paver market, and many paver producers offer both traditional thru mix and face mix choices.
In contrast to traditional thru mix pavers that use the same concrete mix throughout the paver, face mix pavers incorporate a top layer, usually less than 3/8” (9 mm). Both types of pavers deliver beauty and durability to hardscapes, and either one can be used with confidence.
Face Mix Production Challenges
Two layer technology creates some production challenges:
Cycle time increase
Smaller concrete volumes than regular production
Greater attention needed for production planning, batching, plant set up and packaging
Dosing accuracy of pigment and water
More demanding on operator knowledge and skills
Raw Materials & Mix Design
Water Content: As always, it is important to maximize the water content in both face and base mix.
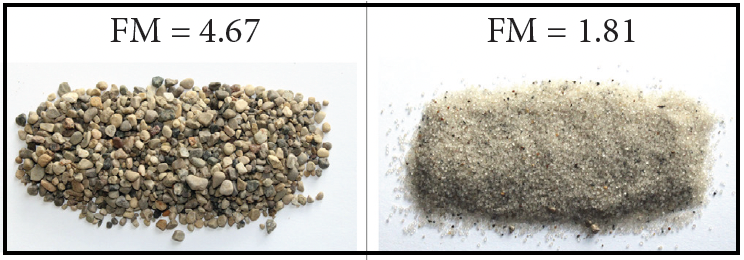
Cementitious Materials Content: This should increase as aggregate Fineness Modulus (FM) decreases. FM is an index number that represents the mean size of particles in an aggregate sample, and is used to get an idea of how coarse or fine an aggregate is. The higher the FM the coarser the aggregate. A lower FM indicates a finer aggregate.
Aggregates: When using aggregates with a lower FM (smaller particles) it may be necessary to increase cementitious fines to cover the greater aggregate surface area, and to effectively block the smaller void structure that results from finer aggregates. ACM can show you how to properly balance face mix proportions and aggregate blend curves to avoid overly fine mixes, while still achieving an attractive, smooth-textured surface. You can also find out more about aggregates and how to calculate FM on our ACM Academy Courses: Aggregates Part 1 and Part 2.
The higher the FM, the coarser the aggregate
A note about unintended consequences: Increased portland cement and other cementitious materials content can deliver many positives for pavers, but there is an important downside to be aware of. Increased cement content may lead to an increased potential for efflorescence.
This happens for two reasons:
Increased Portland cement means more calcium hydroxide is produced during the cement hydration reaction. Calcium hydroxide is an important contributor to efflorescence production.
The second reason is that cementitious particles are very fine, and increased cementitious content may affect the capillary void structure in the concrete matrix, typically making voids or capillaries smaller. The laws of fluid dynamics dictate that the smaller the capillary the higher the suction, or wicking action, of moisture. Therefore, an unintended consequence of additional finer cement particles in a coarser aggregate blend may be that the unit experiences more frequent wetting and drying cycles as available moisture is more efficiently wicked into the unit through the smaller void structure. As always, the more moisture in the unit, the greater the potential for efflorescence. In summary: face mixes with coarser aggregate blends (higher FMs) should contain relatively lower cementitious contents than face mixes with finer aggregate blends (lower FMs).
Admixtures: Most producers find that using a plasticizer in combination with an efflorescence control admixture delivers best results for pavers. Typically, the same admixtures may be used in the face and base mix, but may need to be used at different dosage rates.
Consider the use of ProCast™ 710 retarding admixture in warm weather, with white cement, or variegated color blends. Retarders extend workability and allow more time for mixing and molding operations. Consult your ACM Technical Services Representative for optimal admixture addition rates and mix sequencing guidelines
Base Mix
As demonstrated above, narrower openings allow capillary action to pull water through voids more efficiently
The most important requirement for a good face is a good base!
Targeting the maximum water in the base makes for easier compaction and a better face.
Do not over-compact the base.
To prevent delamination it is important that the face can key into the base.
The general rule of thumb is to run the base mix as coarse as possible. This allows the base mix to fill the feed box more evenly and flow into the mold across the whole mold area. As always, there are some tradeoffs. If the base mix is too coarse and not properly graded, absorptions may be too high and pavers can look too coarse in appearance.
Overly coarse mixes can be corrected by trying finer aggregate blends.
The key is to aim for a balanced mix with as much coarse material as can be tolerated, but which will meet absorption and appearance requirements.
Face Midx
Thickness: a face layer only needs to be 4 to 8 mm thick.
To achieve a good consistent/even face mix:
Don’t overfill the feed drawer.
Carefully target filling volumes, based on the volume of the face mix mold.
Using angular fractured or manufactured aggregate in the base can help the base and face to key together
Mix Time: Final mix of up to 60 seconds is recommended.
Batch Size: Right size face mix batches to usage time. Many facilities install smaller face mix mixers to facilitate smaller batch sizes. Minimizing work time for blended colors helps ensure proper color distribution throughout the mix.
Vibration and Feed: Typically, we recommend vibration on the base mix is kept to a minimum. Once the face mix is added, use the main vibe to drive the face mix into the base. Following this process will help produce quality pavers that are homogeneous across the whole mold – front to back and side to side, and that have the optimum physical properties.
Pay attention to the amount of material in the feed drawer – adding too much material may result in clumps and restricted flow.
Wet Side, Inline Quality Checks
Using wet side, inline quality checks provides real time feedback on the quality of the concrete as it is being manufactured.
Water beading tests done on the wet side, before curing, can provide instant feedback, and prevent a small problem from becomng a large one.
As noted previously, even if the face surface looks tight, appearances can be deceiving. Finer particles and associated finer void structure in a poorly designed face mix can be very efficient at wicking moisture. A water beading test offers a more reliable and objective measure of the absorptive qualities of the face than a visual inspection.
To perform the Water Beading Test:
Place a small bead of water on the paver surface.
Time how long the water remains on the surface. If the water dissapears in a few seconds, this is a sign that corrective action may be required.
The amount of time a bead needs to hold may vary by product. Consult with your Technical Services Representative to find the optimal timing for your needs.
The Thumb Print Test, and Water Wicking Test can also be used for real time quality checks. To find out more, check out Concrete 101 QA/QC Part 2.
Check out the ACM Learning Center for more information on concrete technology, including aggregates, mix design and QA/QC
Hot Weather Concreting
Dry Cast Concrete - What to know as temperatures rise
Concrete professionals know that weather can have a big impact on concrete performance. Here’s a short primer on high temperature challenges.
Cement hydration basics
Concrete is made up of aggregates (sand and stone), cementitious materials and water. The chemical reaction between cement and water is called hydration. The cement hydration reaction slows down as it gets colder, and speeds up as it gets hotter.
In general, hot weather measures should be implemented when concrete temperatures exceed 90° F (32° C).
What happens to concrete made above 90° F (32° C)?
Hot materials drive off water fast, so more moisture evaporates from aggregates before they are mixed into the concrete.
The rate of cement hydration accelerates so the mix stiffens and loses workability faster. The mix may not feed and compact well in the mold.
Poor compaction leads to more interconnected voids.
More interconnected voids lead to lower density and higher absorption, which negatively affects strength, durability and the general quality of the concrete.
What does faster cement hydration mean to me?
Faster cement hydration means less time to work with concrete before it loses workability and begins to harden.When this happens it can lead to the following:
The amount of time that concrete can be held without forming product decreases.
There is less time to move concrete through the machine before the mix feed and flow slow down, making it harder to fill the molds and compact the mix properly.
Improper mold filling means that product heights can be inconsistent, and corners may be compromised with greater potential for cracks and damage.
Lack of compaction means more interconnected voids in the mix. This translates to reduced density and increased absorption, which in turn affects product quality and durability in freeze-thaw environments.
Mixer efficiency may be compromised as hardened concrete builds up faster on mixer paddles and walls. Poor mixing can lead to segregation, or uneven distribution of cement, water and aggregates throughout the mix.
Excessive buildup in the mixer also means a lot more work for the cleaning crew.
Which units are most affected?
In general, units that are the hardest to make under ideal conditions will often also be negatively affected by hot weather conditions.
Lightweight mixes – due to their already high water demand, lightweight aggregates must be pre-wetted in hot weather to ensure that there is sufficient moisture available to hydrate the cement. Pre-wetting methods can include: spraying the stockpile, spraying on the belt, or adding lightweight aggregates into the mixer with additional water prior to adding cement and other raw materials.
White cement – white cement may be more likely to lose workability as temperatures rise. Use of a retarding admixture, like ProCast™ 710, is strongly recommended during hot weather conditions.
Face mix – the smaller volume of face mix compared to the base mix means that it is essential to calibrate the batch size and timing of the base and face batches. Smaller face mix batches are often helpful.
Smaller units - like twinkies. Compromised feed and fill make it harder to fill smaller mold cavities.
Blends – as mixed materials sit in their individual hoppers they may begin hydrating and stiffening before there is time to place them in the mold cavity.
Mixes with a high percentage of fines, like face mix, have a naturally higher water demand due to the higher aggregate surface area, and may be harder to mix and hydrate properly.
What can we do to mitigate the negative effects of heat on concrete and equipment?
Keep raw materials as cool as possible. Add shade over aggregate bins.
Use a retarding admixture, like ProCast 710, to slow down the cement hydration reaction, and gain more time for mixing and molding operations.
Adjust mixing time and machine settings. Your ACM Technical Services Representative can advise you on how to do this if needed.
Expect more buildup on boards, molds and equipment and implement measures for routine cleaning and maintenance.
Install a board scraper and use a board cleaner product, like BoardShield™, to condition and clean boards.
Use a metal cleaner, like ProClean™, to condition and clean the mixer so that concrete buildup is reduced and the mixer is easier to clean.
Try to minimize air movement over raw materials and fresh concrete in the plant. Air movement aids moisture evaporation from raw materials and product surfaces.
When is it too hot to make concrete?
Good question! That’s hard to put an exact number on, but if hot weather is preventing you from meeting your QA/QC performance targets, then it is time to consider implementing some of the measures we mentioned above.
How can I learn more about cement hydration?
ACM has a Learning Center on our website with many tools to help dry cast producers with daily production needs. We have two free learning tools, available 24/7 on our Learning Center, that are focused on cement hydration.
ACM Academy – Cement - A one hour webinar for concrete professionals for a deeper dive into cement chemistry.
Water Repellent Masonry
What is an Integral Water Repellent?
Integral water repellents are polymer based chemical admixtures added to Concrete Masonry units (CMU) during the manufacturing process. The water repellent is incorporated into the concrete mix at the plant to ensure that each block has water repellent distributed throughout the concrete matrix.
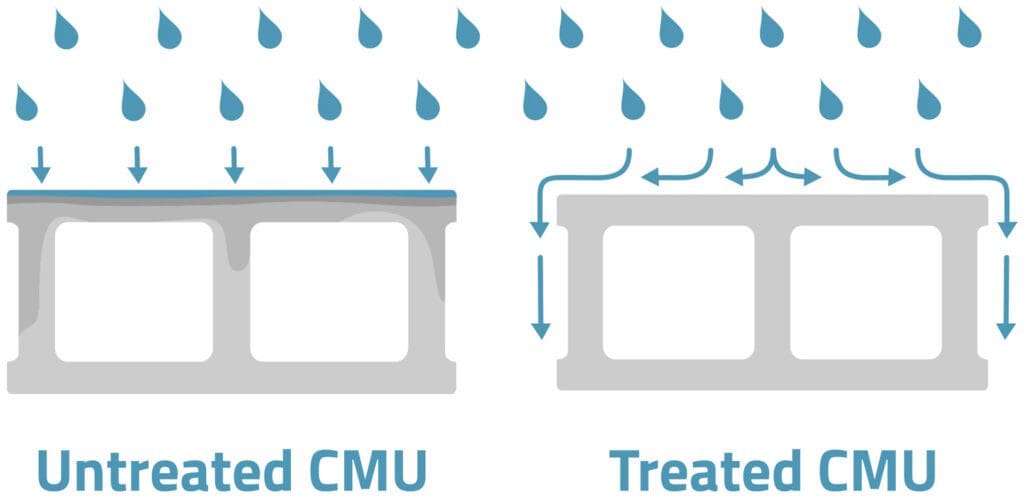
Untreated masonry units readily absorb water through a process called capillary suction or wicking action. RainBloc anti-wicking action ensures that even if rainwater penetrates past the exterior face of the wall, RainBloc system water repellent properties minimize the amount of water that is absorbed into the concrete, causing any water inside the wall to flow to properly designed flashing and weep holes.
*Integral water repellents do not change the appearance of the units.
Will RainBloc prevent any moisture from entering a masonry building?
RainBloc is typically used in single-wythe masonry construction for additional protection to water ingress. Single-wythe masonry walls can provide the performance of cavity wall construction in a cost-effective manner.
RainBloc is not a replacement for proper single-wythe wall design and construction. A complete water repellent system emphasizes proper masonry design, details and implementation. Use of the RainBloc system provides an effective barrier to water intrusion and water wicking into CMU by allowing any intruded moisture to fall down the interior of the cores and exit at the flashing weeps.
However, even with the additional protection, designers of masonry walls must still expect and prepare for moisture to penetrate into the walls through defects, cracks or other means and incorporate water collection and draining details into the design. Proper flashing, weeps and movement joints designed and located appropriately to control cracking are essential. Of course it is also important for the mason contractor to follow the design specifications and drawings and apply good construction practices to their work.
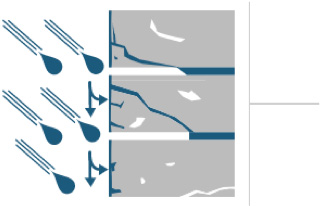
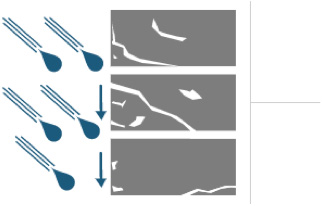
Concrete Masonry Structure Exposed to Wind-Driven Rain
Untreated Concrete Masonry Unit
Moisture can penetrate through concrete surface
Untreated concrete matrix has excess voids that moisture can penetrate into
Wicking action pulls moisture through excess coils and capillaries deeper into the concrete
RainBloc Treated Concrete Masonry Unit
Water repellent blocks moisture from entering at the surface
High quality concrete matrix reduces voids that moisture can penetrate into
Anti-wicking action reduces water movement in voids and capillaries
Can a post applied sealer or water repellent be applied to RainBloc treated masonry?
Yes, there are no incompatibilities between RainBloc and post applied sealers which are often used to provide additional protection in a “belt and suspenders” approach.
Topical (surface) treatments are applied to the weather exposed side of the wall after the wall is in service.
Can paint be applied to RainBloc treated masonry?
RainBloc typically does not change the “paintability” characteristics of CMU, and therefore if untreated masonry units can be painted, the same will apply to RainBloc treated units. Latex, acrylic latex, cementitious coatings and waterborne epoxies may all be used. Note that oil based paints (alkyls) are not recommended for any exterior applications and should be carefully tested before application in any masonry construction.
Is there a RainBloc treatment for mortar?
Yes, RainBloc for Mortar is specifically designed for mortar applications, and contains additives to improve the workability and water repellency of the mortar. RainBloc for Mortar does not affect the bond strength between the CMU and the mortar.
Can RainBloc for CMU and RainBloc for Mortar be interchanged with each other?
No, their formulations are different and they cannot be interchanged.
Can an accelerator be added to RainBloc for Mortar if needed during colder weather?
Non-chloride accelerator integral admixtures may be used during winter months when faster set times are desired. Chloride accelerators are not recommended, as they can react with steel reinforcement and cause corrosion of the steel.
To use an accelerator admixture, simply replace a portion of the mix water with the recommended dosage rate of non-chloride accelerator.
RainBloc certified producers go through a rigorous certification process to ensure that performance of their CMU conforms to RainBloc standards for physical properties and water repellency. Certification must be renewed each year to ensure continued compliance.
Is Masonry treated with RainBloc breathable?
RainBloc is not impervious to moisture and it does not form a film on the masonry surface. RainBloc is not a vapor barrier, and the masonry units remain breathable.
What is the life expectancy of RainBloc?
RainBloc is designed to perform for the life of the masonry building.
Light Color Pavers and the Urban Heat Island Effect.
For hardscape owners and designers color is a very important consideration for aesthetics and function, but heres another factor: color can also impact sustainability. Choosing lighter colors can help mitigate the urban heat island effect.
Urban Heat Islands
Heat islands can result in cities when built structures and paved surfaces radiate energy from the sun to a greater extend than farmland or natural areas. In this way, cities create their own microclimates that can be up to 7° F (4° C) warmer than the surroundings.
Some examples of how heat islands negatively impact our environment include more air conditioning use, increased air pollution and green house gas emissions from power plants meeting air conditioning energy demands, and lower human health and wellbeing from excessive heat.
Landscape architects can play a role in cooling cities by specifying increased tree and vegetation cover, adding living or green roofs to structures, and selecting light color surfaces also known as cool pavements.
Research was done in New York City which found that planting trees and vegetation would be greatly beneficial to cool surfaces. However, they encountered a common urban problem - in many New York City neighborhoods there is no space.
Many large cities just don’t have the space required to plant enough new trees and greenery for an effective heat island reduction strategy.
Therefore, the most attainable approach is often to redevelop the large areas of dark, paved surfaces with lighter surface materials.
LEED® Credits for Heat Island Reduction
Heat Island Reduction - Non-Roof: LEED v4.1
LEED points can be awarded for paving materials with an initial solar reflectance (SR) value of at least 0.33.
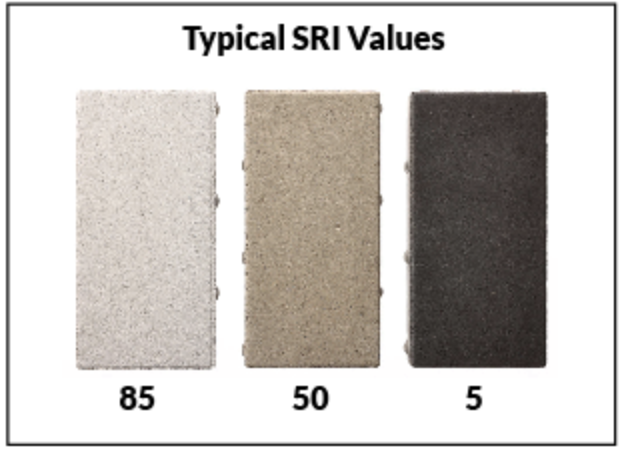
The Solar Reflectance Index (SRI) is a criterion used by US Green Building Council (USGBC) that measures values of sunlight and radiation bouncing from built surfaces.
SRI is used to indicate how hot a material is likely to become when its surface comes into contact with solar radiation. On a scale of 0 to 100, standard black is 0, and standard white is 100. According to this scale, testing indicates that absorbent materials have lower numbers while reflective materials have higher numbers.
Applying this to the hardscape environment, it follows that dark pavements have low SRI values, whereas light pavements typically have higher SRI values.
In other words, light colored surfaces absorb less heat and make the immediate area more comfortable – think playgrounds or pools where bathers have bare feet. Lighter surfaces also reduce the need for nighttime lighting and make areas safer.
Combining light colors with permeable pavers can provide even more cooling benefits because permeable interlocking concrete pavers (PICP) are designed and constructed to lower surface temperatures through evaporative cooling as well. The Interlocking Concrete Paver Institute (ICPI) has many useful resources for designers at www.icpi.org.
Light Color Paver Protection
New surface treatments from ACM Chemistries protect paver surfaces from fading and stains. Lighter colors no longer have to appear washed out or marred by food or dirt stains. Colors and patterns stay vibrant and stains and dirt can be easily removed.
For more information on surface treatments, check out https://www.acmchem.com/dry-cast-paver-surface-treatments/
One of the more recent developments in dry cast or zero slump concrete paver production is “face mix”. The difference between face mix and conventional thru-mix pavers is that thru-mix paver mix design and color is the same throughout, whereas with face mix pavers there is a pigmented surface layer with a finer aggregate blend. Face mix pavers concentrate expensive pigment, white cement and finer aggregate in a surface layer where they have the most impact. The base contains larger aggregates for higher compressive and flexural strength, and improved durability. This method is well established in the US and has been used in Europe for decades.
Face mix pavers are also well suited for inline surface treatments to enhance color and resistance to stains. See https://www.acmchem.com/dry-cast-paver-surface-treatments/ for more information on our factory applied inline surface treatment systems.
In the picture we see examples of face mix pavers with concentrated color on the surface layer.
Face Mix Analogy
How are Dry Cast Concrete Pavers Made?
Most traditional dry cast or zero slump pavers will follow the steps below. Bear in mind that producers are coming up with new and interesting production methods and paver finishes every day!
Mixing raw materials until a homogenous mix is obtained
Feeding mix into a mold
Compression into mold
Inline surface treatment (if applicable)
Curing
Packaging
Dry cast or zero slump concrete holds its shape immediately after a mold is removed, similar to packing sea sand into a bucket (mold) to make a sand castle on your beach vacation.
In dry cast concrete production the raw materials are fed into a mixer which combines them until the mix is homogenous. The mixing is important to get the cementitious materials and water in contact so that a chemical reaction called cement hydration can occur. During the hydration reaction, cement and water interact to form cement paste which hardens and becomes the “glue” that holds the aggregates together.
Dry cast paver production is a highly automated process. The business model of dry cast manufactured concrete products depends on highly efficient, mass production of concrete units that are also efficient to install: at a minimum concrete paver units must be sufficiently strong, dimensionally correct and dimensionally stable when they are installed.
Large, sophisticated plants can cost millions of dollars with new options for molds and finishes becoming available every year.
Dry cast concrete units are mixed and molded into shape in minutes. The freshly compacted units are able to hold their shape immediately after mold is removed including during transportation to the curing station, which is often a kiln. A kiln is a controlled environment where temperature and humidity are optimized to maximize cement hydration, strength gain and color development by the concrete. Dry cast concrete must be cured, usually for at least a few days, so that it can gain sufficient strength to withstand handling, installation, traffic loads and weathering over time.
Inline surface treatments are spray applied to the paver surface before the units are cured, and are bonded to the paver surface during curing. Inline treatments are used to enrich color and protect paver surfaces from staining and fading.
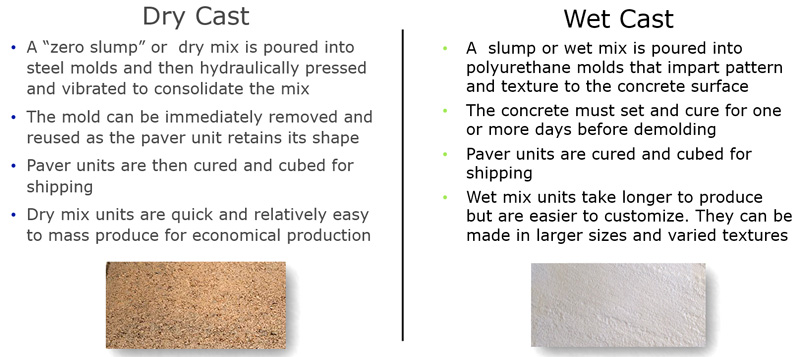
For comparison purposes, see the dry cast vs wet cast production and output summaries below:
Example of dry cast step units and segmental retaining wall
Example of wet cast step units and segmental retaining wall
Concrete Pavers - a Brief Explainer
Concrete pavers are made out of … concrete. Sounds obvious, but there are actually at least two different types of concrete used to make pavers and slabs – dry cast (zero slump) and wet cast concrete. Dry cast concrete is the most common, so lets deal with that first.
The word “concrete” comes from the Latin concretus which means to grow together. This is appropriate because the magic of concrete is that it starts off as loose solid materials, when water is added, the water and cement become a paste that binds the aggregates into a formable mass which fills the shape of the container that it is in. The cement and water chemically react, harden and strongly bind the aggregates together – but this time in the exact shape that we want.
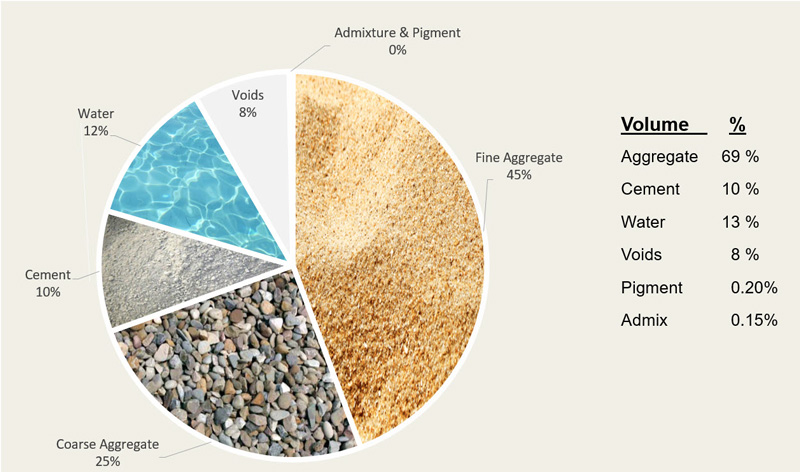
Fundamentally concrete consists of aggregates (sand and stone), cementitious materials and water.
Aggregates are the largest component, typically around 70% by volume. This means that aggregates have a big impact on concrete performance. Because aggregates are heavy, they are usually a locally sourced raw material. Many parts of North America have high quality natural aggregates like limestone and granite. Other areas, Florida for example, have less optimal choices.
In modern times, Portland cement is often supplemented with pozzolans which also fall into the category of cementitious materials. Cementitious materials include regular grey Portland cement, blended cements and pozzolanic materials such as slag cement and fly ash.
Slag cement and fly ash are made from waste products from steel manufacturing and coal burning industries. Pozzolans used to be cheaper than Portland cement, but this is no longer always the case. LEED and other environmental credits can be obtained when recycled pozzolanic materials are substituted for Portland cement.
How does cement work?
Cement hydration is a chemical reaction where cementitious materials and water interact to form a new compound that sets up, hardens and gains strength over time.
Most concrete producers today use a combination of cement and pozzolans. Using combinations of materials is often a win-win-win as it improves concrete performance while lowering cost, and is good for the environment.
In the past 50 years, as concrete has improved performance and decorative appeal, admixtures and pigments have become routine ingredients in the mix
Dry Cast Concrete paver proportions:
Introduction to Dry Cast Concrete Pavers
We tend to think of public transportation as a modern invention – but the Romans used segmented paving stones for public highways that sped troops, trade goods, tax collectors and administrators that ran and funded the empire.
Roman roads were paved with locally available stone materials, but the Romans knew and applied sound, common engineering practices:
A bedding layer of cementitious materials
Several layers of graded rubble topped with paving stones to ensure mechanical durability and proper drainage
Today, 2500 years later, we still follow the same principles.
In modern times, concrete pavers took off as a building material in Europe after World War II.
Rebuilding efforts after World War II faced major shortages of building materials. German and Dutch road designers and contractors were forced to find replacements for clay brick which was needed for houses They developed cost effective, uniform size concrete-based pavers made from readily available materials. The new concrete pavers were tolerant of unstable sub-base and traffic loads, and could be installed by relatively unskilled labor.
In the 1960s a German Engineer Fritz von Langsdorff licensed a shaped interlocking concrete paver (ICP) and developed shapes and colors that tremendously increased design choices
Other German manufacturers followed suit with improved manufacturing and installation methods
Pavers accommodate cars, bicycles, pedestrians and trees! Amsterdam, NL
Interlocking concrete paver advantages included dimensional consistency, pavement strength and stability, and moisture tolerance. Designers also had access to shapes, colors and textures not available in concrete or clay brick.
In the 1970s the interlocking paver concept was imported into North America, starting in Canada and working south into the US.
Over 50 years many innovations have been introduced, including
Paver shapes and patterns
Paver performance
Paver textures
Green technology permeable pavers
Paver color enrichment
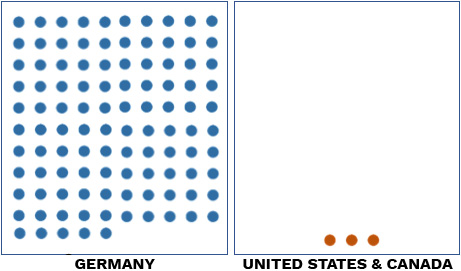
Number of paver sq. ft. per person
Today, Germany is still the recognized leader in the paver market with over 1 billion sq.ft of pavers installed per year.